Historie vývoje bezešvých ocelových trubek
Výroba bezešvých ocelových trubek má téměř stoletou historii. Němečtí bratři Mannesmannové poprvé vynalezli v roce 1885 dvouválcový příčný děrovač a v roce 1891 periodickou válcovnu trubek. V roce 1903 švýcarský RC Stiefel vynalezl automatickou válcovnu trubek (známou také jako horní válcovna trubek). Poté se objevily různé rozšiřovací stroje, jako je kontinuální válcovna trubek a zvedač trubek, které začaly formovat moderní průmysl bezešvých ocelových trubek. Ve 30. letech 20. století se díky použití tříválcové válcovny trubek, extruderu a periodické válcovny za studena zlepšila rozmanitost a kvalita ocelových trubek. V 60. letech 20. století se díky zdokonalení kontinuální válcovny trubek a vzniku tříválcových děrovačů, zejména díky úspěchu redukční válcovny a kontinuálního lití sochorů, zlepšila efektivita výroby a zvýšila se konkurenceschopnost mezi bezešvými a svařovanými trubkami. V 70. letech 20. století bezešvé a svařované trubky držely krok s konkurencí a světová produkce ocelových trubek se zvyšovala tempem více než 5 % ročně. Od roku 1953 Čína klade důraz na rozvoj průmyslu bezešvých ocelových trubek a zpočátku vytvořila výrobní systém pro válcování všech druhů velkých, středních a malých trubek. Měděné trubky obecně také používají procesy křížového válcování a děrování sochorů.
Použití a klasifikace bezešvých ocelových trubek
Aplikace:
Bezešvé ocelové trubky jsou druhem ekonomické profilové oceli, která hraje velmi důležitou roli v národním hospodářství. Jsou široce používány v ropném a chemickém průmyslu, kotlích, elektrárnách, lodích, strojírenství, automobilovém průmyslu, letectví, kosmonautice, energetice, geologii, stavebnictví, vojenském průmyslu a dalších odvětvích.
Klasifikace:
① Podle tvaru průřezu: trubka kruhového průřezu a trubka speciálního průřezu.
② podle materiálu: trubky z uhlíkové oceli, trubky z legované oceli, trubky z nerezové oceli a kompozitní trubky.
③ podle způsobu připojení: závitové připojení trubky a svařované trubky.
④ podle způsobu výroby: trubky válcované za tepla (vytlačování, zvedání a roztahování) a trubky válcované za studena (tažení).
⑤ podle účelu: kotlové potrubí, potrubí pro ropné vrty, potrubní potrubí, konstrukční potrubí a potrubí pro chemická hnojiva.
Technologie výroby bezešvých ocelových trubek
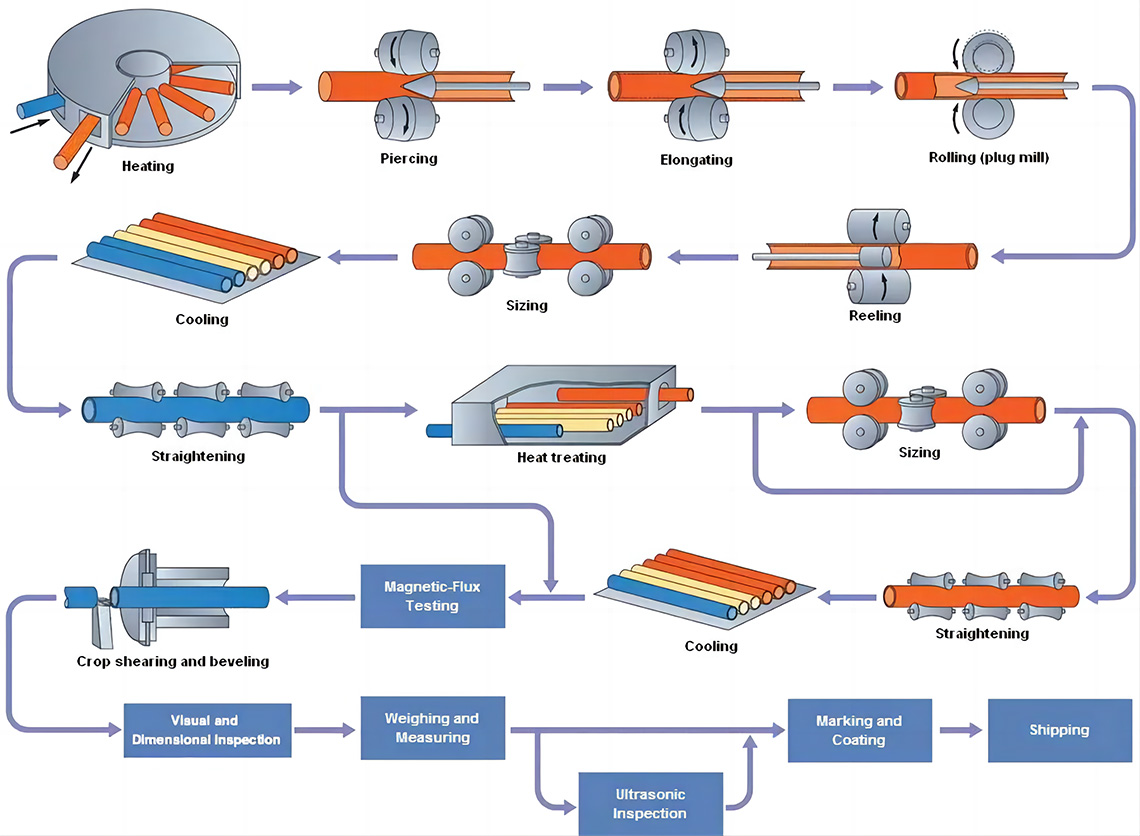
① Hlavní výrobní proces (hlavní kontrolní proces) bezešvých ocelových trubek válcovaných za tepla:
Příprava a kontrola polotovarů trubek → ohřev polotovarů trubek → perforace → válcování trubek → opětovný ohřev surové trubky → dimenzování (redukce) → tepelné zpracování → rovnání hotové trubky → konečná úprava → kontrola (nedestruktivní, fyzikální a chemická, zkouška na zkušebním stole) → skladování.
② Hlavní výrobní procesy bezešvých ocelových trubek válcovaných za studena (tažených)
Příprava polotovaru → moření a mazání → válcování za studena (tažení) → tepelné zpracování → rovnání → konečná úprava → kontrola.
Vývojový diagram výrobního procesu bezešvých ocelových trubek válcovaných za tepla je následující:
Čas zveřejnění: 14. září 2023